
Deco Molton looks like a simple piece of fabric. Soft, matt, colourful. It is precisely for this reason that people often forget just how much technical expertise and careful decision-making lie behind that single roll of fabric. Anyone who understands how Deco Molton is made also understands why quality, weight and behaviour vary so much between seemingly similar products.
Here is the process, step by step.
From cotton to fibre
It all starts with cotton. Deco Molton for professional use is almost always made from cotton fibres, selected for their length and purity.
Long fibres ensure:
– less fluff–
a more even surface–
better durability when reused
After harvesting, the cotton is cleaned and combed. Impurities are removed and the fibres are aligned. What remains is not ‘cotton wool’, but a controlled raw material.

Spinning: from fibre to yarn
The cotton fibres are spun into yarn. This is a crucial step, as it lays the foundation for strength and density.
Key decisions:
– yarn
thickness– tension during spinning–
degree of twist
More twist provides strength; less twist provides softness. Deco Molton lies precisely at this point of tension. Too loose and it becomes fluffy; too tight and it loses its absorbent, matt character.


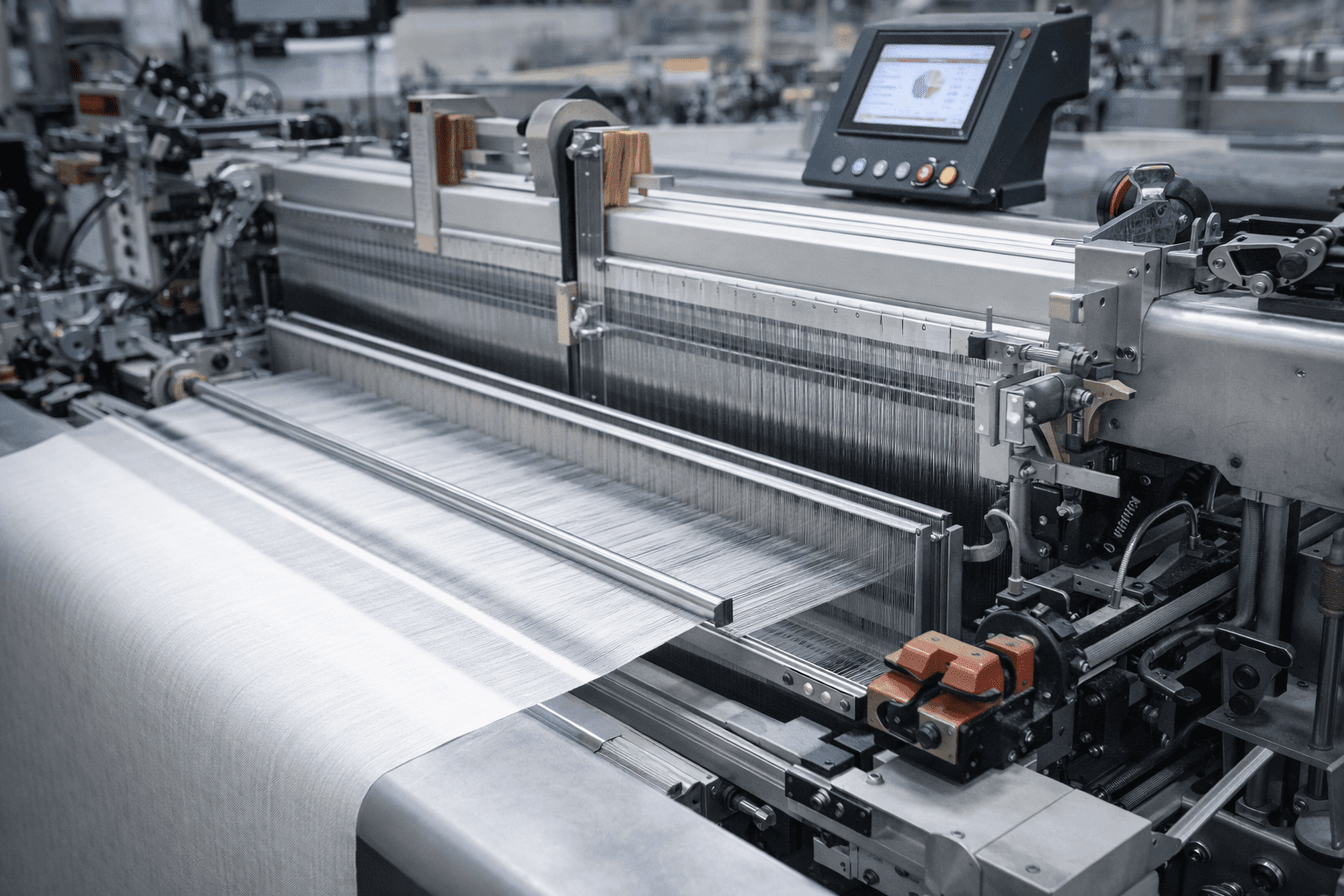
Weaving: structure above all
The spun yarn is woven into fabric. Usually in a simple weave, but with a high density.
This is where properties such as the following are developed:
– light absorption–
tear
resistance– how ‘open’ or ‘closed’ the fabric feels
The weight (for example, 140 or 165 g/m²) is largely determined at this stage. Not by thickness alone, but by how much yarn is used per square metre.
Raising: the soft character of Deco Molton
After weaving, the fabric is raised. Rotating brushes lift small fibres to the surface.
This results in:
– a soft surface–
extra light diffusion–
better acoustic absorption
Too much raising makes the fabric fragile. Too little raising makes it hard and glossy. Here too, balance is everything.
Dyeing: colour is both chemistry and optics
Deco Molton is usually dyed as a woven piece: the fabric is immersed in the dye bath as a whole.
With professional Deco Molton, the focus is on:
– colour
fastness–
uniformity– predictable behaviour under light
Black is notorious. Two black Deco Moltons may look identical in daylight but appear completely different under LED lighting. That difference arises here, in the combination of pigment, fibre and degree of roughening.

Fire-retardant treatment: essential, but not a given
For use at events and on stages, Deco Molton must be fire-retardant. This is achieved through a post-treatment process.
Important to know:
– fire-retardant ≠
fireproof– the treatment can be washed
out– it affects stiffness and lifespan
A good treatment slows down the spread of flames. You can feel a poor treatment straight away: stiff, glossy, less absorbent.
Drying, checking and cutting
After all treatments, the fabric is dried, checked for colour and weight, and cut to length.
Here, the following decisions are made:
– roll or bale–
30 or 60 metres–
type of packaging
Packaging: the final technical step
The packaging determines how Deco Molton arrives at its destination.
Professional packaging means:
– tightly rolled–
protected against moisture–
minimal distortion